焊接热循环的主要参数有哪些?
发布时间: 2019-10-21作者:baile100浏览量:
答(1)加热速度(a1)焊接条件下的加热速度比热处理时快得多。加热速度主要影响相变点的温度和高温奧氏体的均质化程度,同时也必然影响到冷却后热影响区的组织与性能。
影响加热速度的主要因素有焊接方法,焊接热输入、板厚及工件的几何尺寸和母材的热物理性能等。
热过程的停留时间和冷却过程的停留时间t,即t=+ (图1-8所示)。 (4)冷却速度(m)和冷却时间(y、4、1m)冷却速度是最终决定热影响区组织性能的主要参数。在热循环曲线上,每一温度下的瞬时冷却速度都是不一样的。各点的冷却速度可用该点切线的斜率表示。对低合金钢而言,在连续冷却条件下,在540℃左右,其组织转变最快;因此,最重要的是熔合线附近冷却到540℃左右的瞬时冷却速度。
为测定方便起见,对不易淬火钢,常采用800~500℃的冷却时间,简写为t35;对易淬火钢,常采用800~300℃的冷却时间,简写为a3和从加热的最高温度(Tn)冷却到100℃的冷却时间,简写为tm
焊接热循环是焊接接头经受的特殊热处理过程。已知焊接热循环的主要参数,可预测热影响区的组织性能和裂纹倾向;反之,根据对热影响区组织性能的要求,也可合理地选择热循环主要参数。
影响加热速度的主要因素有焊接方法,焊接热输入、板厚及工件的几何尺寸和母材的热物理性能等。
(2)加热的最高温度(Tm)加热的最高温度又称为峰值温度,是焊接热循环的重要参数之一。焊接时,热影响区内距焊缝不同距离的各点所达到的最高温度不同,如图1-9所示。显然某点的加热最高温度就决定了该点可能发生的相变及晶粒长大等。在热影响区中,因各点的加热最高温度不同,所发生的相变过程不同,就导致冷却后得到的组织性能也不同。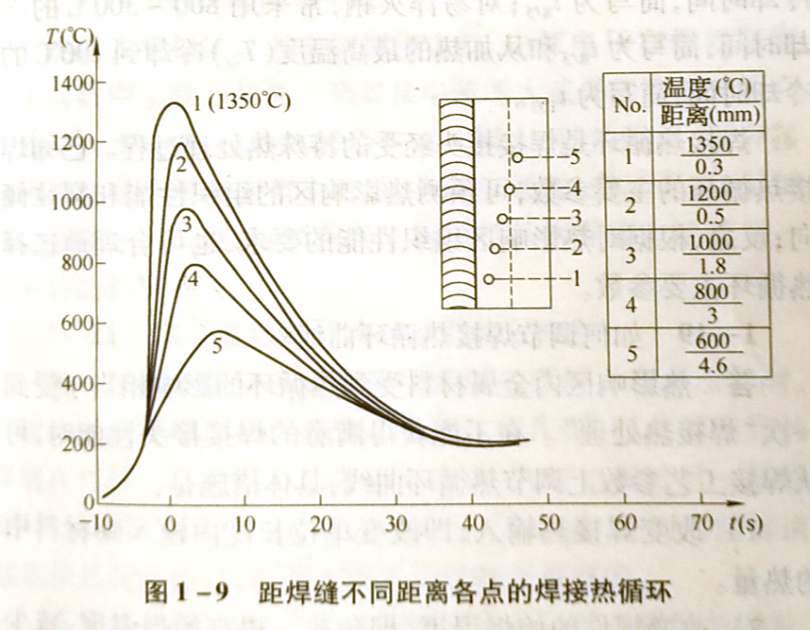
(3)在相变温度以上的停留时间(tn)对于低碳钢、低合金钢相变温度以上的停留时间是指A3以上的停留时间。相变温度以上停留时间越长,越有利于奥氏体的均质化和奥氏体晶粒的长大。为便于分析,常把高温停留时间t1分为加热过程的停留时间和冷却过程的停留时间t,即t=+ (图1-8所示)。 (4)冷却速度(m)和冷却时间(y、4、1m)冷却速度是最终决定热影响区组织性能的主要参数。在热循环曲线上,每一温度下的瞬时冷却速度都是不一样的。各点的冷却速度可用该点切线的斜率表示。对低合金钢而言,在连续冷却条件下,在540℃左右,其组织转变最快;因此,最重要的是熔合线附近冷却到540℃左右的瞬时冷却速度。
为测定方便起见,对不易淬火钢,常采用800~500℃的冷却时间,简写为t35;对易淬火钢,常采用800~300℃的冷却时间,简写为a3和从加热的最高温度(Tn)冷却到100℃的冷却时间,简写为tm
焊接热循环是焊接接头经受的特殊热处理过程。已知焊接热循环的主要参数,可预测热影响区的组织性能和裂纹倾向;反之,根据对热影响区组织性能的要求,也可合理地选择热循环主要参数。
热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325

- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
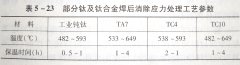
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06