二保焊的左焊法和右焊法有什么区别
发布时间: 2020-03-21作者:baile100浏览量:
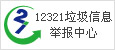
熔融极气体保护焊,作业者左手握焊机时,由右至左方位电焊焊接,焊机喷头与电焊焊接方位呈锐角(>90°)称之为左向焊接方法;

由左至右方位电焊焊接,焊机喷头与电焊焊接方位呈钝角(<90°)称之为右向焊接方法。
假如作业者右手握焊机时,电焊焊接方位恰好反过来,图1为左向焊接方法与右向焊接方法平面图。
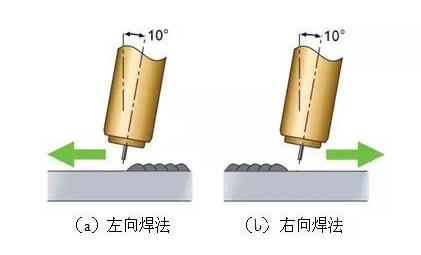
图1左向焊接方法与右向焊接方法平面图
焊机中心线与焊接件表层所成角为工作中角;
在焊机中心线与电焊焊接方位所属平面图内,焊机中心线与垂直平分电焊焊接方位平行线所成角为走动角。

图2(a)为角焊缝工作中角与走动角平面图,图2(b)为对接焊缝工作中角与走动角平面图。
一般状况下,角焊缝工作中夹角45°,对接焊缝工作中夹角90°;在其中走动角依据电焊焊接方位的不一样,又有前倾角与后倾斜角之分,右向焊时称后倾斜角,左向焊时称前倾角。
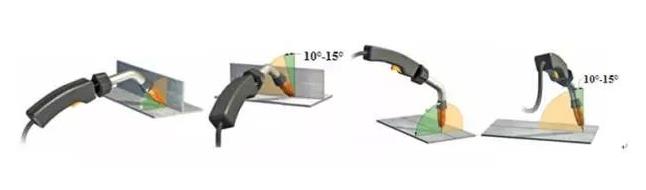
图2工作中角与走动角平面图
2对焊接成型的危害
电焊焊接方位与视角不另外,电孤与焊接件功效方法各有不同,右向焊时电孤绝大多数立即功效在焊接件上,而左向焊时电孤绝大多数功效在液体溶池上,因而在同样的电焊焊接电流量、电孤工作电压、电焊焊接速率标准下,取得的焊接总宽与焊道就不一样,图3为电焊焊接方位与视角以及焊接成型危害平面图。
(a)对接焊缝电焊焊接方位与走动角对焊接成型危害平面图
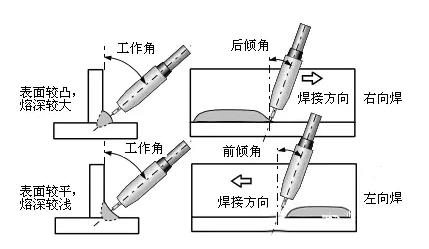
(b)角接焊接电焊焊接方位与走动角对焊接成型危害平面图
图3电焊焊接方位与视角以及焊接成型危害平面图
除对焊接成型有影响以外,电焊焊接方位与走动角对电焊工溶池观查实际效果、溅出的尺寸及汽体维护实际效果也是一定的危害。

左向焊时,作业者的视野从电焊焊接电孤一侧呈45°~70°角度观查电焊焊接电孤和电焊焊接溶池,这类视角便于观查焊条外伸顶端的熔融状况及溶池转变状况;
右向焊时,焊机阻拦了作业者的视野,实际操作艰难。图4为左向焊(平焊位)作业者角度平面图。
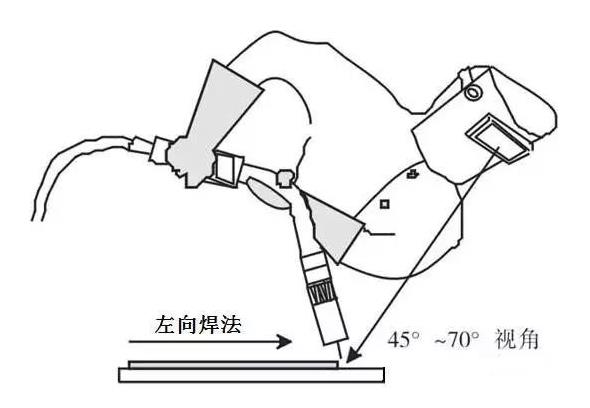
图4左向焊(平焊位)作业者角度
3电焊焊接方位与视角的运用
因为电焊焊接方位与视角对焊接成型、溅出尺寸、汽体维护实际效果等有关键危害,因而在具体电焊焊接生产制造中,依据不一样的技术标准及具体情况,左向焊与右向焊也就会有不一样的可用场所,典型性电焊焊接方位的实践活动运用见附注。
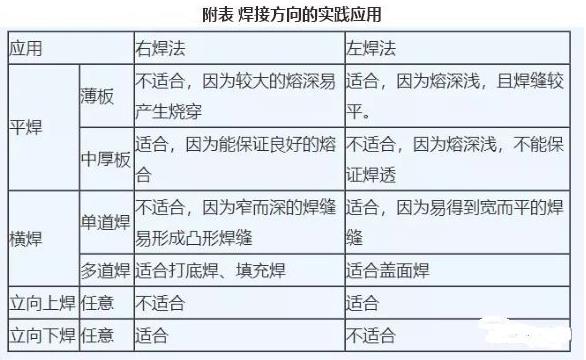
左焊接方法具备熔浓淡、焊缝宽的特性,合适于金属薄板电焊焊接;右焊接方法具备熔深圳大学、焊缝窄的特性,合适于中板电焊焊接。
走动角钟头,具备熔深圳大学、溶池维护好用的特性;走动角大时,具备焊道小、溶池维护实际效果差的特性,走动夹角10°~15°时,溶池维护实际效果优良。
热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187




- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23