TG焊的焊接工艺参数是什么?
发布时间: 2019-11-03作者:baile100浏览量:
TG焊的焊接工艺参数是什么?
答(1)焊接电流它是决定焊缝熔深的最主要参数,
般是按焊接材料、厚度、接头形式、焊接位置等因素决定 先确定电流类型和极性,然后确定电流的大小。
(2)钨极直径钨极直径按载流能力,与钨极的成分有关,还和焊接时的极性有关,并受到焊枪型式的影响。
(3)喷嘴直径与保护气体流量在一定条件下气体流量与喷嘴直径有一个最佳配合范围,此时的保护效果最好,有效保护区最大。
(4)电弧电压电弧电压主要影响焊宽,它由电弧长度决定。增加弧长会降低气体保护效果,一般控制弧长在35mm为宜,同时还应视钨极直径与端头形状及填充焊丝的粗细灵活掌握。
(5)焊接速度当焊接电流确定后,焊接速度决定着单位长度焊缝所输入的热输入量。提高焊接速度则熔深和熔宽均减小;反之则增大。因此要保持一定的焊缝形状系数,焊接电流与焊接速度应同时提高或减小。
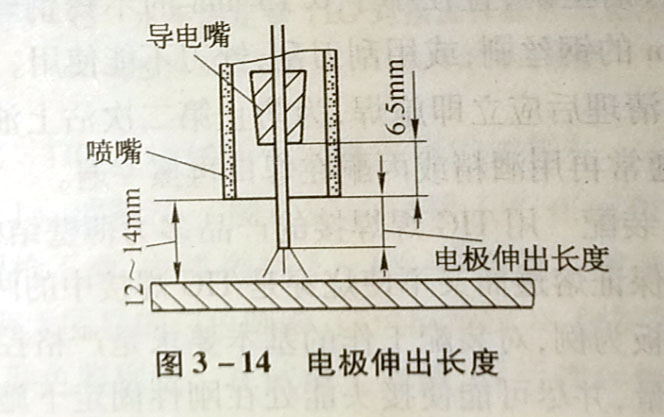
(6)电极伸出长度它是指钨极从喷嘴孔伸出的距离 如图3-14所示。通常电极伸出长度主要取决于焊接接头的 外形。内角焊缝要求电极伸出长度比外角焊缝长,这样电极 燃弧才能达到该接头的根部,并能看到焊接熔池的全貌。卷 边接头只需很短的电极伸出长度,甚至可不伸出。常规的电 极伸出长度一般是钨极直径的1~2倍。焊工的操作习惯及 技能水平也会影响电极伸出长度,主要是能保证给焊工提供 很好的视野并有助于控制弧长,一般为8-10mm;但若伸出过长,势必加大氩气流量,才能维持良好的保护效果。
答(1)焊接电流它是决定焊缝熔深的最主要参数,
般是按焊接材料、厚度、接头形式、焊接位置等因素决定 先确定电流类型和极性,然后确定电流的大小。
(2)钨极直径钨极直径按载流能力,与钨极的成分有关,还和焊接时的极性有关,并受到焊枪型式的影响。
(3)喷嘴直径与保护气体流量在一定条件下气体流量与喷嘴直径有一个最佳配合范围,此时的保护效果最好,有效保护区最大。
(4)电弧电压电弧电压主要影响焊宽,它由电弧长度决定。增加弧长会降低气体保护效果,一般控制弧长在35mm为宜,同时还应视钨极直径与端头形状及填充焊丝的粗细灵活掌握。
(5)焊接速度当焊接电流确定后,焊接速度决定着单位长度焊缝所输入的热输入量。提高焊接速度则熔深和熔宽均减小;反之则增大。因此要保持一定的焊缝形状系数,焊接电流与焊接速度应同时提高或减小。
(6)电极伸出长度它是指钨极从喷嘴孔伸出的距离 如图3-14所示。通常电极伸出长度主要取决于焊接接头的 外形。内角焊缝要求电极伸出长度比外角焊缝长,这样电极 燃弧才能达到该接头的根部,并能看到焊接熔池的全貌。卷 边接头只需很短的电极伸出长度,甚至可不伸出。常规的电 极伸出长度一般是钨极直径的1~2倍。焊工的操作习惯及 技能水平也会影响电极伸出长度,主要是能保证给焊工提供 很好的视野并有助于控制弧长,一般为8-10mm;但若伸出过长,势必加大氩气流量,才能维持良好的保护效果。
热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06